Üretimin üst düzey dönüşüme uğramasıyla birlikte, temiz enerji, yarı iletken ve fotovoltaik endüstrilerinin hızlı gelişimi, yüksek verimlilik ve yüksek hassasiyetli işleme kabiliyetine sahip elmas aletlere olan talebi artırmaktadır. Ancak en önemli hammadde olan yapay elmas tozu, elmasın yapışma ve matris tutma kuvvetinin zayıf olması nedeniyle kolayca erken aşınmaya uğrar ve karbür takımların ömrü kısalır. Bu sorunları çözmek için endüstri genellikle elmas tozunun metal malzemelerle yüzey kaplamasını benimseyerek yüzey özelliklerini iyileştirir, dayanıklılığı artırır ve böylece aletin genel kalitesini yükseltir.
Elmas tozu yüzey kaplama yöntemleri arasında kimyasal kaplama, elektrokaplama, manyetik püskürtme kaplama, vakumlu buharlaştırma kaplama, sıcak patlama reaksiyonu vb. birçok yöntem bulunmaktadır. Kimyasal kaplama ve kaplama yöntemleri olgunlaşmış süreçlere sahip olup, düzgün kaplama sağlar, kaplama bileşimini ve kalınlığını hassas bir şekilde kontrol etme olanağı sunar ve özelleştirilmiş kaplama avantajına sahiptir; bu nedenle sektörde en yaygın kullanılan iki teknoloji haline gelmiştir.
1. kimyasal kaplama
Elmas tozu kimyasal kaplama, işlenmiş elmas tozunun kimyasal kaplama çözeltisine konulması ve kimyasal kaplama çözeltisindeki indirgeyici ajanın etkisiyle kaplama çözeltisindeki metal iyonlarının çökelmesiyle yoğun bir metal kaplama oluşturulması işlemidir. Günümüzde en yaygın kullanılan elmas kimyasal kaplama, genellikle kimyasal nikel kaplama olarak adlandırılan kimyasal nikel kaplama-fosfor (Ni-P) ikili alaşımıdır.
01 Kimyasal nikel kaplama çözeltisinin bileşimi
Kimyasal kaplama çözeltisinin bileşimi, kimyasal reaksiyonun sorunsuz ilerlemesi, stabilitesi ve kaplama kalitesi üzerinde belirleyici bir etkiye sahiptir. Genellikle ana tuz, indirgeyici madde, kompleks oluşturucu, tampon, stabilizatör, hızlandırıcı, yüzey aktif madde ve diğer bileşenleri içerir. En iyi kaplama etkisini elde etmek için her bir bileşenin oranı dikkatlice ayarlanmalıdır.
1. Ana tuz: Genellikle nikel sülfat, nikel klorür, nikel aminosülfonik asit, nikel karbonat vb. olup, temel görevi nikel kaynağı sağlamaktır.
2. İndirgeyici madde: Esas olarak atomik hidrojen sağlar, kaplama çözeltisindeki Ni2+ iyonlarını Ni'ye indirger ve elmas parçacıklarının yüzeyine biriktirir; bu da kaplama çözeltisinin en önemli bileşenidir. Endüstride, güçlü indirgeme yeteneği, düşük maliyeti ve iyi kaplama stabilitesi nedeniyle sodyum sekonder fosfat esas olarak indirgeyici madde olarak kullanılır. İndirgeme sistemi, düşük ve yüksek sıcaklıklarda kimyasal kaplama sağlayabilir.
3. Kompleksleştirici madde: Kaplama çözeltisi çökelmeyi teşvik edebilir, kaplama çözeltisinin stabilitesini artırabilir, kaplama çözeltisinin kullanım ömrünü uzatabilir, nikelin birikme hızını artırabilir, kaplama tabakasının kalitesini iyileştirebilir; genellikle süksinik asit, sitrik asit, laktik asit ve diğer organik asitler ve tuzları kullanılır.
4. Diğer bileşenler: Stabilizatör, kaplama çözeltisinin ayrışmasını engelleyebilir, ancak kimyasal kaplama reaksiyonunun gerçekleşmesini etkileyeceğinden, ölçülü kullanılmalıdır; tampon, kimyasal nikel kaplama reaksiyonu sırasında H+ üreterek pH'ın sürekli stabilitesini sağlar; yüzey aktif madde ise kaplama gözenekliliğini azaltabilir.
02 Kimyasal nikel kaplama işlemi
Sodyum hipofosfat sisteminin kimyasal kaplaması, matrisin belirli bir katalitik aktiviteye sahip olmasını gerektirir ve elmas yüzeyinin kendisinde katalitik aktivite merkezi bulunmadığından, elmas tozunun kimyasal kaplamasından önce ön işlemden geçirilmesi gerekir. Geleneksel kimyasal kaplama ön işlem yöntemleri arasında yağ giderme, kabalaştırma, hassasiyet kazandırma ve aktivasyon yer alır.
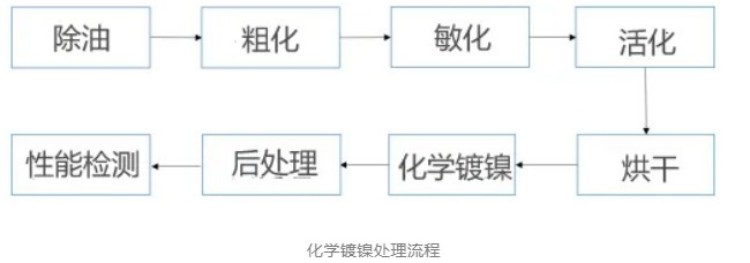
(1) Yağ giderme, pürüzlendirme: Yağ giderme, esas olarak elmas tozunun yüzeyindeki yağ, lekeler ve diğer organik kirleticilerin giderilmesini ve sonraki kaplamanın yakın uyumunu ve iyi performansını sağlamayı amaçlar. Pürüzlendirme, elmasın yüzeyinde bazı küçük çukurlar ve çatlaklar oluşturarak elmasın yüzey pürüzlülüğünü artırır; bu, sadece bu bölgede metal iyonlarının adsorpsiyonuna elverişli olmakla kalmaz, sonraki kimyasal kaplama ve elektrokaplamayı kolaylaştırır, aynı zamanda elmasın yüzeyinde basamaklar oluşturarak kimyasal kaplama veya elektrokaplama metal birikim tabakasının büyümesi için uygun koşullar sağlar.
Genellikle, yağ giderme aşamasında NaOH ve diğer alkali çözeltiler yağ giderme çözeltisi olarak kullanılırken, pürüzlendirme aşamasında ise nitrik asit ve diğer asit çözeltileri elmas yüzeyini aşındırmak için ham kimyasal çözelti olarak kullanılır. Ayrıca, bu iki aşamada ultrasonik temizleme makinesi kullanılmalıdır; bu, elmas tozu yağ giderme ve pürüzlendirme verimliliğini artırmaya, yağ giderme ve pürüzlendirme sürecinde zamandan tasarruf sağlamaya ve yağ giderme ve pürüzlendirme etkisinin sağlanmasına yardımcı olur.
(2) Duyarlılaştırma ve aktivasyon: Duyarlılaştırma ve aktivasyon süreci, kimyasal kaplamanın gerçekleştirilip gerçekleştirilemeyeceğiyle doğrudan ilgili olan tüm kimyasal kaplama sürecindeki en kritik adımdır. Duyarlılaştırma, otokatalitik yeteneği olmayan elmas tozunun yüzeyine kolayca oksitlenen maddelerin adsorbe edilmesidir. Aktivasyon ise, nikel parçacıklarının indirgenmesi üzerine hipofosforik asidin oksidasyonunu ve katalitik olarak aktif metal iyonlarını (örneğin metal paladyum) adsorbe ederek, elmas tozunun yüzeyindeki kaplamanın birikme hızını hızlandırmaktır.
Genel olarak, duyarlılık ve aktivasyon işlem süresi çok kısa olduğunda, elmas yüzeyindeki metal paladyum noktalarının oluşumu azalır, kaplamanın adsorpsiyonu yetersiz kalır, kaplama tabakası kolayca dökülür veya tam bir kaplama oluşturmak zorlaşır; işlem süresi çok uzun olduğunda ise paladyum noktalarının israfına neden olur. Bu nedenle, duyarlılık ve aktivasyon işlemi için en uygun süre 20-30 dakikadır.
(3) Kimyasal nikel kaplama: Kimyasal nikel kaplama işlemi sadece kaplama çözeltisinin bileşiminden değil, aynı zamanda kaplama çözeltisinin sıcaklığı ve pH değerinden de etkilenir. Geleneksel yüksek sıcaklıkta kimyasal nikel kaplamada, genel sıcaklık 80~85℃ arasındadır; 85℃'nin üzerindeki sıcaklıklar kaplama çözeltisinin ayrışmasına neden olabilir ve 85℃'nin altındaki sıcaklıklarda reaksiyon hızı daha hızlıdır. pH değeri açısından, pH arttıkça kaplama birikim hızı artar, ancak pH aynı zamanda nikel tuzu tortusu oluşumuna neden olarak kimyasal reaksiyon hızını da engeller. Bu nedenle, kimyasal nikel kaplama işleminde, kimyasal kaplama çözeltisinin bileşimi ve oranı, kimyasal kaplama işlem koşulları optimize edilerek, kimyasal kaplama birikim hızı, kaplama yoğunluğu, kaplama korozyon direnci, kaplama yoğunluğu yöntemi ve kaplama elmas tozu kontrol edilerek endüstriyel gelişmenin talepleri karşılanır.
Ayrıca, tek bir kaplama ideal kaplama kalınlığına ulaşamayabilir ve kabarcıklar, iğne delikleri ve diğer kusurlar oluşabilir; bu nedenle, kaplama kalitesini iyileştirmek ve kaplanan elmas tozunun dağılımını artırmak için çok katmanlı kaplama yapılabilir.
2. elektro nikel kaplama
Elmas kimyasal nikel kaplamadan sonra kaplama tabakasında fosfor bulunması, elektriksel iletkenliğin düşük olmasına yol açar ve bu da elmas aletin kum yükleme işlemini (elmas parçacıklarının matris yüzeyine sabitlenmesi işlemi) etkiler; bu nedenle fosfor içermeyen kaplama tabakası nikel kaplama yönteminde kullanılabilir. Spesifik işlem, elmas tozunun nikel iyonları içeren kaplama çözeltisine konulması, elmas parçacıklarının negatif elektrotla temas ederek katot oluşturması, nikel metal bloğunun kaplama çözeltisine daldırılıp pozitif elektrotla bağlanarak anot haline gelmesidir. Elektrolitik etkiyle, kaplama çözeltisindeki serbest nikel iyonları elmas yüzeyinde atomlara indirgenir ve atomlar kaplamaya dönüşür.

01 Kaplama çözeltisinin bileşimi
Kimyasal kaplama çözeltisine benzer şekilde, elektrokaplama çözeltisi de esas olarak elektrokaplama işlemi için gerekli metal iyonlarını sağlar ve istenen metal kaplamayı elde etmek için nikel biriktirme sürecini kontrol eder. Başlıca bileşenleri arasında ana tuz, anot aktif maddesi, tampon madde, katkı maddeleri vb. bulunur.
(1) Ana tuz: esas olarak nikel sülfat, nikel aminosülfonat vb. kullanılır. Genellikle, ana tuz konsantrasyonu ne kadar yüksekse, kaplama çözeltisindeki difüzyon o kadar hızlı olur, akım verimliliği ve metal biriktirme hızı o kadar yüksek olur, ancak kaplama taneleri irileşir ve ana tuz konsantrasyonunun azalmasıyla kaplamanın iletkenliği kötüleşir ve kontrol edilmesi zorlaşır.
(2) Anot aktif maddesi: Anotun pasifleşmesi kolay olduğundan, iletkenliğinin azalması ve akım dağılımının homojenliğinin etkilenmesi nedeniyle, anot aktivasyonunu teşvik etmek ve anot pasifleşmesinin akım yoğunluğunu iyileştirmek için nikel klorür, sodyum klorür ve diğer maddelerin anot aktifleştirici olarak eklenmesi gereklidir.
(3) Tampon madde: Kimyasal kaplama çözeltisi gibi, tampon madde de kaplama çözeltisinin ve katot pH'ının göreceli stabilitesini koruyarak elektrokaplama işleminin izin verilen aralığında dalgalanmasını sağlar. Yaygın tampon maddeler arasında borik asit, asetik asit, sodyum bikarbonat vb. bulunur.
(4) Diğer katkı maddeleri: Kaplamanın gereksinimlerine göre, kaplamanın kalitesini iyileştirmek için uygun miktarda parlatıcı madde, düzleştirici madde, ıslatıcı madde ve çeşitli katkı maddeleri ve diğer katkı maddeleri eklenir.
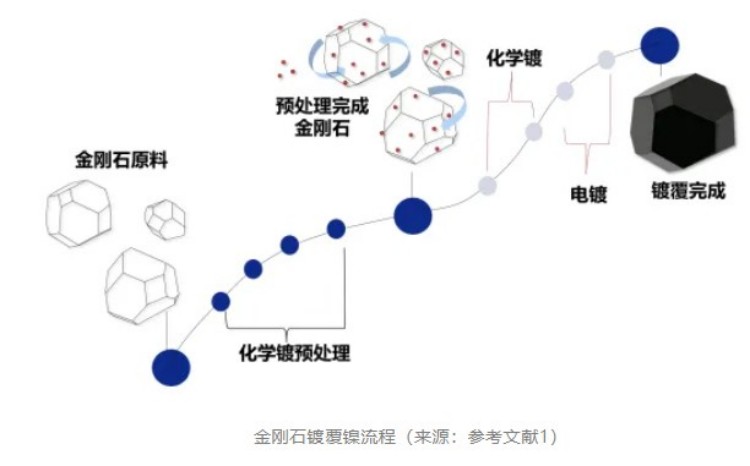
02 Elmas elektrokaplama nikel akışı
1. Kaplama öncesi ön işlem: Elmas genellikle iletken değildir ve diğer kaplama işlemleriyle bir metal tabakasıyla kaplanması gerekir. Kimyasal kaplama yöntemi, genellikle bir metal tabakasını önceden kaplamak ve kalınlaştırmak için kullanılır, bu nedenle kimyasal kaplamanın kalitesi, kaplama tabakasının kalitesini belirli ölçüde etkileyecektir. Genel olarak, kimyasal kaplamadan sonra kaplamadaki fosfor içeriği, kaplamanın kalitesi üzerinde büyük bir etkiye sahiptir ve yüksek fosforlu kaplama, asidik ortamda nispeten daha iyi korozyon direncine sahiptir, kaplama yüzeyinde daha fazla şişkinlik, büyük yüzey pürüzlülüğü ve manyetik özelliği yoktur; orta fosforlu kaplama hem korozyon direncine hem de aşınma direncine sahiptir; düşük fosforlu kaplama ise nispeten daha iyi iletkenliğe sahiptir.
Ayrıca, elmas tozunun parçacık boyutu ne kadar küçükse, özgül yüzey alanı o kadar büyük olur; kaplama sırasında kaplama çözeltisinde kolayca yüzer, sızıntıya, kaplamanın gevşemesine ve gevşek tabaka oluşmasına neden olur. Kaplamadan önce, tozun kolayca yüzmesini önlemek için P içeriği ve kaplama kalitesi kontrol edilmeli, elmas tozunun iletkenliği ve yoğunluğu kontrol edilmelidir.
2. Nikel kaplama: Günümüzde elmas tozu kaplamada genellikle yuvarlama kaplama yöntemi kullanılmaktadır; yani, şişeye doğru miktarda elektrokaplama çözeltisi eklenir, belirli miktarda yapay elmas tozu elektrokaplama çözeltisine konulur ve şişenin döndürülmesiyle şişe içindeki elmas tozu yuvarlanır. Aynı zamanda, pozitif elektrot nikel bloğuna, negatif elektrot ise yapay elmas tozuna bağlanır. Elektrik alanının etkisi altında, kaplama çözeltisinde serbest kalan nikel iyonları, yapay elmas tozunun yüzeyinde metal nikel oluşturur. Ancak bu yöntemin düşük kaplama verimliliği ve düzensiz kaplama sorunları vardır, bu nedenle dönen elektrot yöntemi ortaya çıkmıştır.
Döner elektrot yöntemi, elmas tozu kaplamada katodun döndürülmesidir. Bu yöntem, elektrot ile elmas parçacıkları arasındaki temas alanını artırabilir, parçacıklar arasındaki iletkenliği homojen hale getirebilir, kaplamadaki düzensizlik現象ını iyileştirebilir ve elmas nikel kaplamanın üretim verimliliğini artırabilir.
kısa özet
Elmas aletlerin ana hammaddesi olan elmas mikro tozunun yüzey modifikasyonu, matris kontrol kuvvetini artırmak ve aletlerin kullanım ömrünü uzatmak için önemli bir yöntemdir. Elmas aletlerin kum yükleme oranını iyileştirmek için, genellikle elmas mikro tozunun yüzeyine belirli bir iletkenliğe sahip bir nikel ve fosfor tabakası kaplanır ve ardından nikel kaplama ile kaplama tabakası kalınlaştırılarak iletkenlik artırılır. Bununla birlikte, elmas yüzeyinin kendisinin katalitik aktif bir merkeze sahip olmadığı, bu nedenle kimyasal kaplamadan önce ön işlemden geçirilmesi gerektiği unutulmamalıdır.
Referans dokümantasyonu:
Liu Han. Yapay elmas mikro tozunun yüzey kaplama teknolojisi ve kalitesi üzerine çalışma [D]. Zhongyuan Teknoloji Enstitüsü.
Yang Biao, Yang Jun ve Yuan Guangsheng. Elmas yüzey kaplamasının ön işlem süreci üzerine çalışma [J]. Uzay standardizasyonu.
Li Jinghua. Tel testerede kullanılan yapay elmas mikro tozunun yüzey modifikasyonu ve uygulaması üzerine araştırma [D]. Zhongyuan Teknoloji Enstitüsü.
Fang Lili, Zheng Lian, Wu Yanfei ve diğerleri. Yapay elmas yüzeyinin kimyasal nikel kaplama işlemi [J]. IOL Dergisi.
Bu makale, süper sert malzeme ağında yeniden yayınlanmıştır.
Yayın tarihi: 13 Mart 2025




